
こんにちはせしろです。
前回はJGAuroraA3Sの組立とテスト印刷をおこないました。
その際、A3用に作成したG-codeをそのまま使用したんです。プラットフォームの中心に印刷される予定でしたが、案の定少しずれた位置に印刷されていました。あと、印刷完了したらプラットフォームは前に出てきて欲しいです。
ということで、「Cura3.1.0」でA3S用の設定をしてみたいと思います。
目次
とは言ったものの・・・
とは言ったものの、何が最適か私にはよくわかりません。うん。やっぱりちゃんとマニュアルを読もう。
ということで、付属のUSBメモリーを確認してみます。

サンプルG-codeとファイルフォルダが入っています。さらにファイルフォルダを開きます。

このファイルフォルダには次のものが入っています。
1.Cura14.07.exe
2.JGCreat(スライサーソフト。Cura2.5がJGAurora用にカスタマイズされている)
3.ユーザーガイド
4.動画(簡易組立、ベッドレベリングとフィラメント供給方法)
5.STLファイル(ノズルダクト)
6.JPGファイル(外観の写真)
大事なのはユーザーガイドとJGCreatくらいなので、これらを重点的に見ていきます
ユーザーガイドを読んでみる。
ユーザーガイドは全て英語になっています。Bing翻訳先生出番です!
ざっと読み飛ばしていき、必要な情報を拾っていきます。
1.ビルドサイズは「205mm*205mm*205mm」
2.JGCreat
必要なのはこのくらいですね。レベリングの方法やフィラメントの供給は動画を見れば分かりますし、簡単なトラブルシューティングもありましたが、私にとって有用な情報ではありませんでした。初めて3Dプリンターを購入された方は一読しておいても良いかもしれません。
でも、この「JGCreat」はShenzhen Aurora社が「Cura2.5」を自社3Dプリンター向けにカスタマイズしたスライサーソフトです。「Cura3.1.0」にA3Sを設定する際の参考になりそう。
JGCreatをインストールしてみる
私はこの「JGCreat」を使う気は全くありません。人によっては「Cura ver.14」が良いと言いますが、私は常に最新のCuraでいこうと思っています。Curaのアップデートがあれば迷わずインストールする所存です。
話がそれました。早速インストールです。
同梱USB内の「JGCreat」フォルダー内「JGcreat-2.5.0-JGcreat-win64.exe」をダブルクリックするだけの簡単なお仕事です。
で、立ち上げるとこんな感じです。


当たり前ですが、見た目は普通にCuraです。あと当然ですが日本語はありません。

まあそんなことは些細なことです。私が知りたいのは「A3S」がどのような設定になっているのかです。
「JGCreat」にA3Sを追加してみます。というかShenzhen Aurora社の3Dプリンタしかありませんね。

で、こちらが「JGCreat」でされているA3Sの設定です。

まあ大体想像していた内容と相違ないのですが、思いっきり目立つ設定値がありますね・・・。
「Gantry Height」・・・こんな数値じゃなくても良いんじゃないのかな?
Start GcodeもEnd Gcodeもとてもシンプル・・・。この辺りも検討が必要そうですね。
次にプリントセットアップはこんな感じ。

PLAのHigh Qualityの設定です。まあこの辺りはフィラメントとの相性もあるし、参考までに留めておきます。
Cura3.1.0に設定をしてみる
まあ大体掴んだところで「Cura3.1.0」にA3Sを追加してみたいと思います。
まずはプリンターの追加です。ベースとなるプリンターは「Prusa i3」でいいかな。

で、リネームしてからプリンターの設定を行います。

スポンサーリンク

とりあえずこんな感じでしょうか?
テスト印刷してみる
結構適当な設定ですが、印刷してみないと分かりません。
せっかくなのでA3と比較もしてみます。
写真はありませんが、Curaで設定した位置にきちんと印刷が出来ていました。印刷完了後にプラットフォームが前に出てくることも確認できました。
で、こちらが印刷した3DBenchy(PLA)です。

少し糸引きがありますが、結構きれいに印刷できています。積層痕もあまり気になりません。
次に「A3」で印刷した3DBenchy(PLA)です。

A3Sにくらべ少し積層痕が目立つように思います。
ついでにABSでも印刷してみました。
A3Sなんですが、さすがにビルドプレート無しでは剥離してしまいました。

くやしいので、スティックのりを塗って印刷をしたらきちんと定着してくれました。

スティックのりは偉大です。
で、出来上がったのがこちら。
A3Sで印刷

(プラットフォームから剥がすときにすこし割れちゃった・・・っていうかスティックのり強力すぎだろ。)
A3で印刷

ABSでもA3Sに軍配が上がりました。
ま、とりあえずこんなもんか。
全てにおいて出来る限りきれいに印刷できるように私なりに調整を行いましたが、このくらいの差が出てきてしましました。
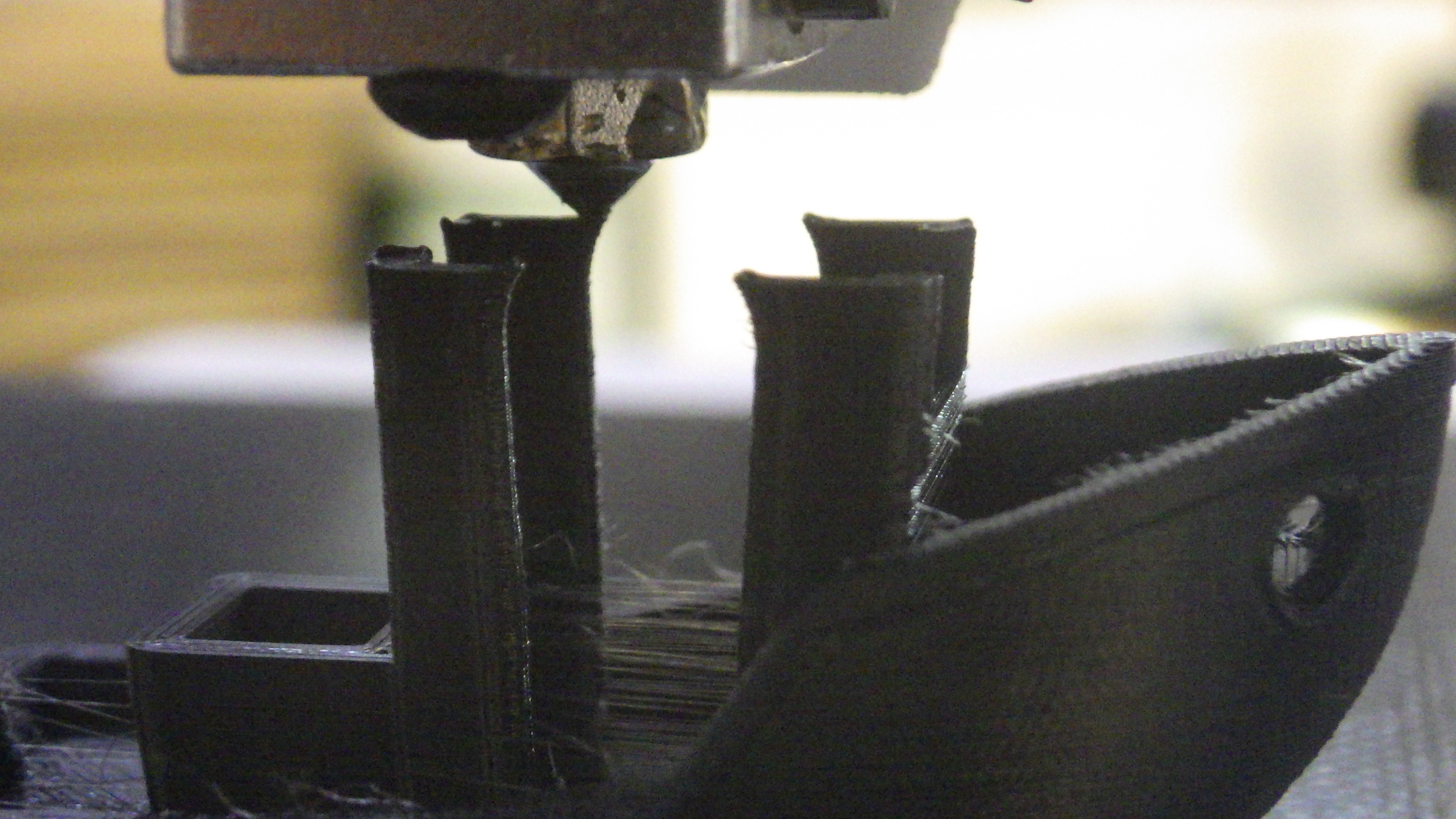
どちらも問題なく印刷できているように見えますがあともう一歩ってところですね。実は、オーバーハング部のダレや反りがノズルに当たり印刷が不安定になってしまいます。

アーチ内側が反っているのが分かりますか?ここにノズルが当たって造形物を折ってしまったり、プラットフォームから剥がしてしまうことがあります。サポートを入れれば解決するのですが、この程度のオーバーハングはサポートなしで行きたいと思っています。
A3、A3Sどちらにも起きている問題なので何か対策をしなければなりませんね。どなたか良い対策があれば教えて頂けると嬉しいです。
まあ、とりあえず今回は「Cura3.1.0」でA3Sの設定が出来たってことでOKとします。




スポンサーリンク

コメント
はじめまして。
こちらのブログを読ませていただき、初3Dプリンター購入を決意しました。大変勉強になります。
JGAURARO A3S購入、組立したのですが、不安な点が2点あり相談させて下さい。
(正面から向かって)左のベッド側の端子とX軸のモータのケーブルが干渉してしまいそう。
3つあるコネクタの1番上が、ベッドのネジと干渉してしまう。
以上です。私の購入したものだけの症状で、返品するような状態のものなのでしょうか?それとも、こういった状況を自分で解決しながら使っていくと考えた方がいいのでしょうか?
Sarugiさんはじめまして。せしろです。
ヒートベッドのコネクタとX軸モータケーブルの干渉ですが、ケーブルは本体コネクターから本体下を通ってX軸に接続されていると思います。このケーブルをX軸モータ側にずらしてあげることで改善されます。これによりベッド調整ネジとX軸モータケーブルの干渉も改善します。(私のA3Sもそうでした)
もし不安があればThingiverseで「JGAuroraA3S」で検索すると、X軸ケーブルのサポートを公開されている方がいますので、練習がてら製作してみては如何でしょうか?
3Dプリンタを使っていくと色々な状況が出てくると思います。これらを解決してくことによって理解が深まり、安定した造形もできるようになってくると思います。
部品を自作して、自分好みにマシンをカスタマイズするのも楽しいですよ。
Sarugiさんが3Dプリンターライフを満喫できるよう応援してます!
なるほど同じ状況だったのですね。
勉強になります。
カスタムしながら問題解決。
この3Dプリンターとの付き合い方の心構えができました。
ありがとうございます!!
「せしろの工作」が私の先生と教科書になっています。感謝!!
JGAURARO A3S購入しました。[@sesiroさま][Sarugiさま]
機械設計をしていましたので外観の印象は120点を付けました。
昨日、初めての「電源ON」でした。まず、結果は失敗です。
1..レベル出しの作業で面食らいました。ムービーとは違いました
マシンの「原点はベッドの左手前」。。これは当然・・
ポジション1は「左奥」
ポジション2は「右奥」
ポジション3は「右手前」
ポジション4は「左手前」
これが正規なんでしょうか?
今朝、思ったのですが、この位置関係は[Cure]の画面と同じになりますね。
メーカーさんが「敢えて変更したのでしょうか?」
2..レベル調整部分の「バネのナットが見える」のが3ケ所(原点以外)
この部分を見落としていたのでレベル出しに手間取りました
ペーパーナイフを使ってバネをナットに被せ調整範囲が取れました
今日、改めて考えたのですが、もう少し高い位置での「レベル出し」に。。
レベル調整用のツマミ(ナット)が小さすぎると思います。ムービーくらいなら。
3..レポートにもありましたが、テストで「剥離しました」思案中!!
4..GCode作成に付属の[Cure-14.07]を設定もしないで使っちゃいました
せっかく要点をレポートしてくれているのに、ゴメンナサイ
プリントして、改めてバージョンアップして実行します
5..今回の組み立てはM4ボルトが4本、M3ボルトが3本ですが全部M4にした方が良いのかな。
6..まだ、必要範囲しか動作していませんが、キシミがあります。
少しランニング・テストして油差しが必要かも知れません
7..[OpenSCAD]とのコンビで使える作業をしています。また勉強させてください
8..[XP/32bit機]の方が[WIN8.1/64bit機]より比較できないくらい処理速度が上です
選んだ[WIN8.1/64bit機]が思った様に作業してくれません
「JGCreat」は[dll]が足りない。。と実行できていません。ファイル名は調査中
はじめての投稿を長文にて失礼いたいしました。 浜松市のmegでした
megさん はじめまして せしろです。
拙い文章ですが参考にして頂きありがとうございます。
ご質問について回答します。
1.レベリングの位置ですが、
原点:左手前
First:左奥
Second:右奥
Third:右手前
fourth:左手前
fifth:中央
です。動画とは違いますね。A3Sはどうもマイナーチェンジされているようで、
おそらく動画は初期のA3Sなのではないかと思っています。
2.購入後初めてのレベリングは、原点位置にあるノズルがベッドに接触しない様に
調節ネジを締め込んでから行います。レベリング作業を2~3回繰り返すと
きちんとレベリング出来ますよ。
megさんのA3Sは、ばねが調整ネジの六角ナットから外れてしまっていたのでは
ないかと推測します。私のA3Sは、ばねが六角ナットに嵌っています。
レベリング時のノズル高さは、Z軸原点リミットの高さとなります。もう少し高い
位置でのレベリングとなるとZ軸の原点リミットの上方にずらす必要があります。
確かに化粧ナットが小さく、回しづらいですよね。しかも奥側は手が入りづらい
ですし・・・。
3.ベッドからの剥離は、「一層目の定着」が肝です。
適切なレベリングと適切なフィラメント吐出量でかなり改善されます。
それでもダメな場合はスティックのりですね。でも印刷物が取れなくなる
ことがありますのでご注意を。
4.「Cure14.07」はインストールすらしていないの分からないです・・・。
5.M3ボルトはスプールホルダーの固定ですよね。特に問題なく使用できていますので
M4に変更する必要はないと私は思います。
6.どの辺りで軋み音が出ているのでしょうか?場合によっては分解して組み直した方が
いいかも知れませんね。私のA3Sは軋み音というよりは、Y軸のビビり音が出ます。
Y軸動作中にどこかが共振しているんでしょう。
結構うるさいので近いうちに改善しようと思っています。
7.Fusion360を使用していますのでOpenSCADについては全く分かりません。機会があれば
勉強したいですね。
8.私が主に使用しているPCは「Win10/64bit」です。Win8以前のOSで3Dプリンターの
作業をしたことがないので分かりません。
OSの違いによる処理速度の違いは調べたことはありませんので参考になります。
以上何かの手助けになれば幸いです。
せしろさん、ありがとうございます。「心配の種」が解消できるのは大助かりです。
木曜日には電源を入れます。ちょっと離れるので。。
1..レベル調整については「正常なんですね」。。良かった
2..ナットとバネの件ですが、バネの中にナットが隠れるのが正規でした。
縮み代が取れなかったようです。ナットの下にバネの上面が当たっていました。
「Z軸原点リミット」の件、頭に置いて調整します。サンクス[39]。
3..「ベッドからの剥離」については「せしろさんのレポート」を読み直します
4..「Cura_15.04.6」[XP機]でちょこっと試しました。
「思わぬ功労」..[OpenSCAD]のデータでちょっと大きな容量だと[STL化]が
出来なかったのが、こちらでは短時間で合成できました
5..M3ボルトは「特に問題無し」は了解です。ただM4ボルトを7+1=8本が便利かなっと。
6..「まだ走行距離が少な過ぎる」ので判断できていません。
昔、納入機で「1週間24時間のランニングテスト」等の変なクセがまだ有ります。
7..「類似形状の量産部品等の段取設計」の自動設計支援、自動作図支援を楽しんでいます。
これまでは2次元でしたが[OpenSCAD]で3次元も可能になりました。
これで「2次元は終わり」かなっと思ったら「3次元と共用」でより便利さが増しています
せしろさんからコメントをいただき、また長文です。ゴメンナサイ
やっと完成品が出来ました。感謝!! [180304]
やはり失敗しています。でも、原因は基礎を理解していなかったからです。
1..ベッド面の温度を50、ノズルの温度を200にして2回目の印刷をしています
最初、ベッド面の温度を70、ノズルの温度を210にして中間まで「これで良し」。。と
思っていたら後半になり左に寄り始め最終で上部が3mmほどズレてしまいました
結果で下面は定位置にいたのですが、暑かったせいか歪んでいたのです
製品を取り外す時、ベッド温度が低かった時は外すのにちょっと力が必要でした
温度が高かった時は殆んど外れている様な。今回は心地良い剥がれを感じました
追伸、もしかして最初はベッド温度の設定を忘れていたかも知れない
2..GCodeのスタートとフィニッシュをせしろさんと同じにしました
次回テストではM190,M109の前にM140,M104を追記できるか試してみます
M190が70になってからM109が200まで待つのを。。
電力の関係で無理があればアキラめるつもりです
3..「Cura_15.04.6」[XP機]にてGCodeを作成しています
画面内を右クリックで画像の保管ができました
4..標準付属の3つのサンプルですがサンプル画像が無いので何ができるか不明だったので
GCodeViewrで確認したくなりました
取り敢えずダウンロードしましたが2次元状態でなんとか理解したいと思います
もう少し調べて閲覧したいですね。GCodeの最初と最後を編集して印刷するつもりです
「GCodeを覚えること」と「嵌め合い部分の寸法公差を考慮した組合わせ部品」にも。。
より楽しめそうです。 まだまだ教えてもらうことばかりになりそうです。
ほぼ(?)思ったようにできているようです [180305]
1..明朝体文字の大きさが小さいと難しい部分があるのでゴシック体にします
2..「高い欄干から円弧を描いて高い欄干」は直線に近くなりますね。当然(?)かも。。
3..糸を引いている部分があります。ノズルの温度を5度上げ205度で様子を見ています
4..「M190,M109の前にM140,M104」を追記して見ました。気分的に落ち着きます
5..「組合わせ部品」の肉厚部分を中空にして材料の節約を考えています。早すぎる。。て
[FreeCAD]の力を借りれば可能なのか調査中です。[OpenSCAD]だけでは無理かも
自分勝手な記事ばかりでスミマせん
こんにちはせしろです。
中々返信できずにすみません。
最近はA3をいじっていて、A3Sは放置のせしろです・・・。
ほぼ思ったような印刷が出来るようになって良かったですね。
糸引きの問題については、引き戻しの数値をいじると改善することがありますよ。
あとはファンでの冷却ですかね?
周囲の温度やフィラメントの質によっても左右される問題だと私は思っていますので、
最適な数値を、テストプリントで見つけていく作業を私は行っています。
megさんのコメントは大変参考になります。
これからも宜しくお願いします!
返信については、あまり気使いしないでください [180305]
>中々返信できずにすみません。
こちらのボードが無ければ、当分コメント書けませんでしたので。。感謝です
4..「M190,M109の前にM140,M104」を追記して見ました。気分的に落ち着きます
多分、大丈夫でした。すごーーく気楽になりました。アクシデントが無ければ。。
5..「組合わせ部品」の肉厚部分を中空にして材料の節約を考えています。早すぎる。。て
[FreeCAD]の力を借りれば。。まだ無理のようです。途中までは。。以下不明です
単純な軸とフランジ程度なので「交差を含めたテキスト」にて対応しようと思います
ついでに半分宣伝かも。。ですが
「2D CAD」では「自動設計、自動作図支援」でしたが
「3D CAD」になって、この「支援」を外せそうです
「3D CADの自動設計、自動作図」が実現できそうです
どう違うのか。。と云うと
「2D CAD」では「Auto CADのスクリプト機能」の「変数を数値化したテキスト」を作成し
これを実行していたので、単なるテキストにする必要がありました
これに比べ「3D CAD」では「製品のパラメータ、各部品の変数を含んだテキスト」にて
これを実行すれば3D描画まで構成され、STL化まで可能となりました
また2D表示より3D表示が難しい。。と考えていたのが正反対を知りました
特に3D[OpenSCAD]では「オブジェクトの加減剰余」が使える為かと思っています
「自動設計、自動作図」を楽しんでいます
フィラメントを追加注文しました [180308]
マシン購入に付属のフィラメントだと「友人にあげる」のに色で少し考えちゃって。
カード決済の手続きが「1項目不足」って云われたけど内容不明でアキラメ。着払いに。
1..[M104 S150.0]の追記だけにしようと思います。ノズル温度を150に
2..朝、起動すると「ぎーーん」と不快な音が。10回ほどon,offすると静かになります
3..せしろさんのスタート設定が便利です。ノズルから少し垂れた分が原位置に残されるので
早めに取り除いています。S170以上にすると待機中でも垂れるかもしれない。。
4..私の古ーーいパソコン達。描画とSTL化に苦労しています。高級なマシンが必要なのかな?
特にオネジ、メネジ各1個だけなのに考え込んで殆んど動いてくれません
5..付属されていたサンプル A3S-daofengzui.gcodeは2連でした
右側上部の出っ張りのため、地面からサポートしてあるのですね。簡単に外れるのを実感です
去年の今頃と今年の考え方が全然違っています
昨年は待望の「3Dによる自動設計、自動作図ができる」。。と描画することだけでした
今は「あれも作ってみたい」「これも。。」です。良いことなんでしょうか(?)
こんにちは せしろです。
度々のレポートありがとうございます!
私は3Dモデルを作成するのに「Fusion360」を使用しています。
同じ作業をノートパソコンでやろうとしても、デスクトップに比べ
かなりのもたつきを感じますね。
どちらもCorei7でGPUも積んでいますが、スペックには格段の差があります。
やはり快適さを求めるなら、マシンパワーは必要だと思います。
megさんとは3Dモデル作成のアプローチが違うので一概には言えないかもしれませんが。
私も3Dプリンターを購入した頃は、あれもこれも作ってみたいと思っていましたが、
現在は3Dプリンターを如何に快適に使えるようにするかに注力しています。
なんか、3Dプリンターの為の3Dプリンターになっています・・・。
今は「A3」で圧電素子を使用したオートレベリングに挑戦中ですがなかなかうまくいきません。
ノイズがのってきちんと検出できない状況に陥っています。安い中華基盤がいけないのかな・・・。
う~ん。諦めるべきか。
・・・こんなことして遊んでます。
megさんも楽しんでいるのであればそれが一番なのではないでしょうか?
ちょっと話がズレるようでしたら削除してください
[RapCAD]にて[OpenSCAD]のニガ手部分を助けてもらうつもりが。。。
同じソースリスト[.SCAD]でも各々特徴が有り、表現が少し異なります
[RapCAD]と[OpenSCAD]は同じ動作をする。。と勘違いしていました
現段階では[RapCAD]の[STL]はCura 15.04.6で認識できない
[OpenSCAD]の[STL]はCura 15.04.6で全て認識できている
ただし、底面は基準面より下の製品底面、他は空中に浮いている
[twitter]に以下2点をメモしました。興味ありましたら。。画像添付にて
#OpenSCAD [071]..[RapCAD]と[OpenSCAD]は同じ動作をする。。と勘違いしていました。各々特徴が有り、表現が少し異なります
#OpenSCAD [072]..[RapCAD]にて知りました。屋根の下に隠れている品物も視点を屋根の下にすると上から見えるのに感動しました
3Dプリントですが時々失敗します [180321]
取り敢えずはベッド温度(60–>65)のみ調整にてノズル温度(210)は変更していません。
途中まで良くて、用事を済ませて帰ってくると4mmほどずれたり。。ベッド面は正常なのに。。とか
設置面の一部が沿ってはね上がっているとか。。いろいろありますね。
ムク形状は中空にしてくれるのが標準なんでしょうね。
説明書を読んでいないのですが、意図的にムクを作りたい時があれば頭に入れて置こうと思っています。
機械的には起動時の異常音以外は好調です。あの音は何なのか。未だ不明中。
10~20回ほど電源を入り切れすると静かな起動になります。
ノズルの高さは購入の最初に調整のままです。
パソコンでGcode作成の時「準備作業」として「ベッドとノズルの温度を50,150にセット」を作りました。
USBメモリにモデルデータを複写して「直ぐに作業開始が可能」になり、朝一番でのストレス解消です。
#OpenSCAD ハッシュタグ。。画像も有ります
3Dプリンタのベッド(テーブル)高さ調整用ナット4個を作って便利になりました。
直径11mmだったので14mm(多分最大径?)にして外径には18個の溝を付けました。
M3X0.5は軽ーーくタップを通しただけ。バリ取り程度でしたね。
まだ交換してはいませんが、現在3mmほど下にネジ部が見えていたので組付けた状態では、苦労なしで調整できそうです。
タップの在庫が不明だったので280円で買ってきました。自分で製作出来るってこと、素晴らしいと思います。。